提高工作效率
使高质量研磨成为易事
研磨的锯片持久耐用
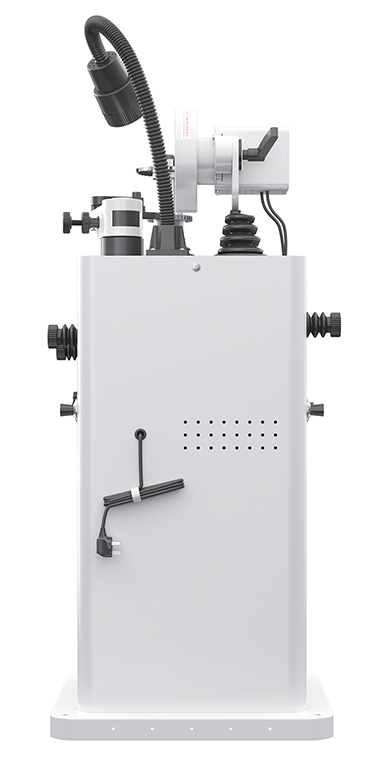
结构优化,终身免维护保养
简约设计,超越传统
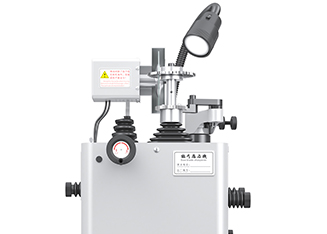
自带伸缩抬杆,方便搬移
深入研究机器和研磨方法
专利持有,拥有核心技术
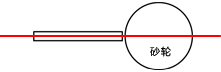
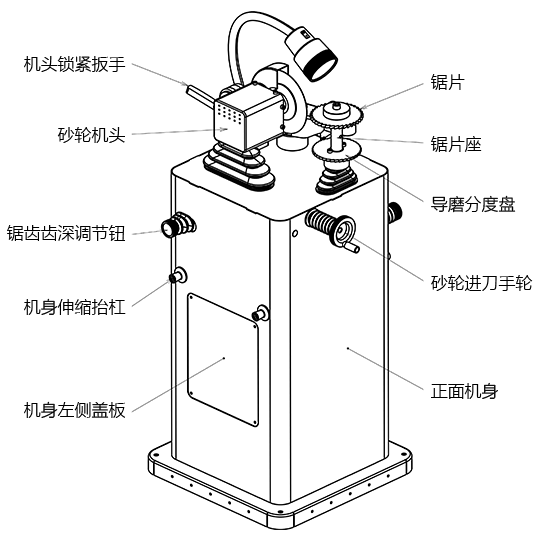
开机之前注意砂轮与锯片保持1公分以上距离,锯片厚度中线和砂轮中心应在一条水平线上。
由于砂轮内孔偏大或厚度不是绝对均匀或其他因素导致高速旋转时的震动对研磨质量有不利影响,可以把压盖转动点位置后用手拧紧螺丝,转速由慢到快看效果,多次调试找到最佳平衡点直到砂轮机头震动最小为止,最后用扳手锁紧螺丝。安装砂轮时要用两片砂轮加强夹板锁紧。
转动锯齿前角调节钮调整锯齿适合的切削角度。顺时针转动调节钮锯齿切削角度会越来越大,反之会越来越小。
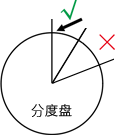
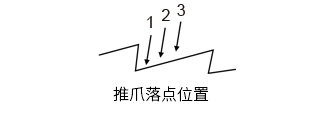
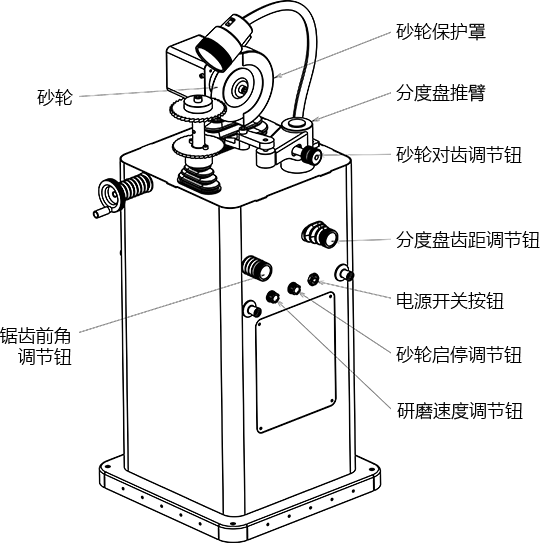
开启电源后转动研磨速度调节钮,再转动分度盘齿距调节钮调整推爪行程为1齿并使推爪尖的落点在正确的位置,推爪尖落点通常在1的位置(见操作技巧③图)。调整推爪推齿角度以推爪在分度盘上不打滑为好。推爪在分度盘的正确范围内能使推爪进给更轻松精确(特别要注意推爪在分度盘上的正确落点范围,否则会损伤机器和磨不好刀)。
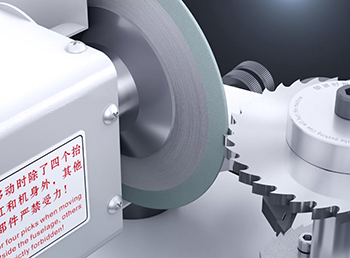
转动砂轮启停调节钮调到最大转速,再转动砂轮进刀手轮使砂轮靠近锯片,然后转动对齿调节钮使砂轮左面与锯齿前角对齐再锁紧对齿杆螺母。砂轮进刀轻磨锯齿前角,注意每个锯齿前角都要磨到,然后进刀使砂轮磨到齿底,砂轮后退时要磨到齿尖。没有磨到齿尖表示齿深太深,齿尖磨得重表示齿深太浅,这时候要转动锯齿齿深调节钮调整到合适的齿深,继续循序渐进地进刀研磨直到齿形均匀统一后抛光完成。
有的用户还需要研磨锯齿后角,俗称压齿尖。在锯齿形状和大小研磨均匀后反时针转动砂轮进刀手轮使砂轮离开锯片适当距离,再顺时针转动齿深调节钮使砂轮摆动幅度减少二分之一,然后砂轮进刀对准齿槽位置靠近底部,注意不要触碰齿身,砂轮进刀轻碰齿尖后角直到抛光完成。
文章原创 版权所有
对齿调节:在研磨中有时由于砂轮对齿不准或其他原因导致锯齿前角磨削大或者没有磨到锯齿前角(看或从研磨声音判断),这时候需要顺时针或者逆时针微调、微调、微小的调节砂轮对齿调节钮,使锯齿前角轻磨,锯齿后角磨的稍重。锯片在不同的机器上研磨会有对齿偏差,因为每一种机器都做不到分度绝对均匀,只是偏差大小而己,这是锯片中孔间隙、分度精度、机器自身精度等原因造成,所以要不止一次调节对齿和砂轮进刀使砂轮统一磨到每个锯齿的前角和后角,校正后再次研磨对齿就容易得多。
锯片中孔偏大会导致研磨后内外圆不同心和锯齿形状大小不统一,在齿形研磨均匀统一后再轻微砂轮进刀一定要抛光几圈。通常磨大锯齿或厚锯片时慢档研磨的质量和效率优于快档研磨。
砂轮厚度和推爪落点调节:在大多数研磨场景下1.0厚砂轮都能解决,但是齿太小或齿太大就要选择偏薄或偏厚砂轮,例如用0.6厚砂轮可以研磨外经100齿数200的锯片。推爪尖的落点通常都在1的位置,砂轮偏厚推爪尖落点在2或3位置比较好。推爪尖落点在1位置齿背比较直也就是三角齿,推爪尖落点在2或3位置齿背有一点点弧度也就是弧形齿。砂轮厚度和锯片齿尖距的关系是:砂轮厚度在齿尖距的一半或以下才能正常研磨,砂轮厚度超过锯片齿尖距一半以上太多会出现部分锯齿前角被磨掉的打齿现象。不合格的砂轮影响研磨质量,合格的砂轮偏硬耐磨能研磨出锋利耐用的锯齿。
分度盘:分度盘板厚在五六毫米比较好,用普通铁板线切割即可,每个齿尖间距均匀统一,中孔直径30大0.04mm,两个销孔对称中心距43孔径7mm,中孔和外圆一定要同心,分度盘齿前角角度建议在2度,齿深建议在1.2-1.5毫米。分度盘外径和锯片外径一般不宜相差过大,但是在砂轮厚度偏薄时可以用外径偏大点的分度盘、砂轮厚度偏厚时可以用外径偏小点的分度盘。分度盘要小心轻放注意磕碰摔坏,伤齿后影响推齿精度。
工作时频繁地松紧锯片锁紧螺丝不能使推爪受力,否则会损伤机器和影响推齿精度,可以在推爪和分度盘齿之间放块硬纸板或片状物隔开使推爪避免受力。
本机设计密封免拆,拆卸必定损坏机器。
文章原创 版权所有











 粤公网安备 44190002001513号
粤公网安备 44190002001513号